Product
Product
hydraulic rock drill (hereinafter referred to as rock drill) has a complex structure and high matching accuracy, and the reasons for the failure of its parts are quite complex. This paper mainly introduces the reasons for the damage of the impact piston and brazing tail of hydraulic rock drill, and provides methods for operators of hydraulic rock drill to avoid damage to impact piston and tail and improve the service life of impact piston and tail.
1. Overview of rock drills
The rock drill is mainly composed of impact part (shell, cylinder block, accumulator, reversing element, impact piston, buffer piston), rotary part (rotary motor, drive shaft, gear chamber, active gear, drive gear, spline sleeve, brazing tail) and water injection tank. Take the French Montebay HC series rock drill as an example, its structure is shown in Figure 1.
.jpg)
▲Figure 1 Hydraulic rock drill structure
The rock drill is in a relatively harsh environment when operating, with different types of rocks, changing geological conditions, no matter how reasonable the configuration of rock drilling parameters, no matter how perfect the hydraulic system protection is, no matter how skilled the operation is, damage to rock drill parts is inevitable. As soon as the rock drill starts working, its impact piston will come into contact with the brazing tail, and a high-frequency reciprocating or rotary motion occurs.
2. Analysis of the cause of damage to the impact piston
(1) The end face of the impact piston is damaged
a. Mechanical damage
There are generally four situations of mechanical damage to the piston impact end:
First, the piston impact end face is locally deformed. The reason for this is that the end of the brazing tail has a tip hole for processing, and the impact piston and the brazing tail collide at high frequency, and over time, plastic deformation occurs and it is papilloid-like, as shown in Figure 2.
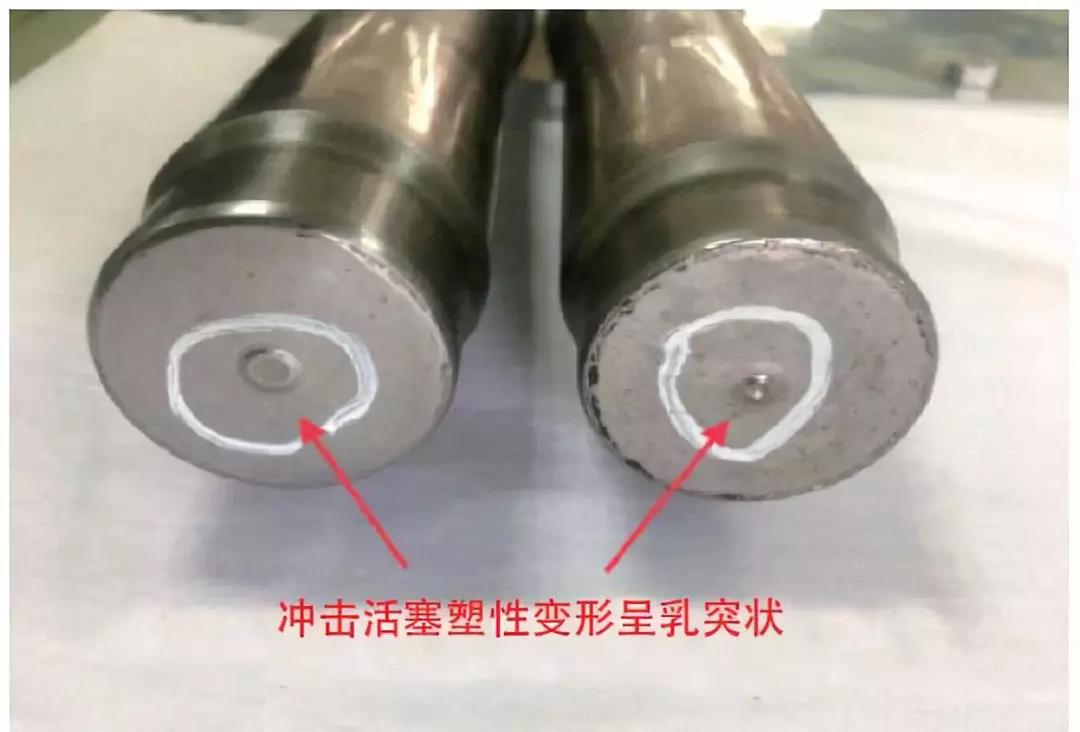
>▲Figure 2 Plastic deformation of impact piston end face
At this time, if the same manufacturer and the same specification of brazing tail continue to be used, it will not cause more damage to the impact piston. If the tail is replaced without a tip hole, it will cause serious deformation of the mastoid on the impact piston, and even crack and drop small metal blocks. If a small metal block is placed between the piston and the tail, the brake sleeve will burst when it hits the piston, tail and tail in a short time, as shown in Figure 3.
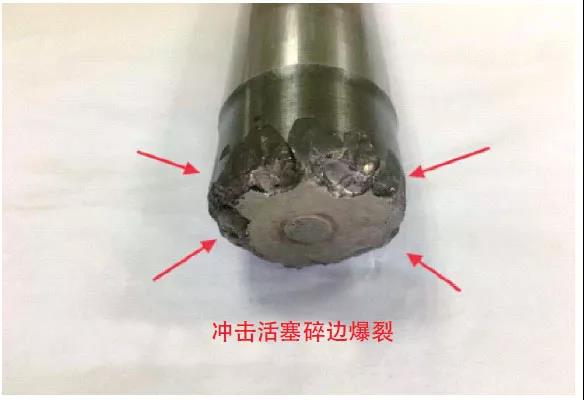
>▲Figure 3 Impact piston end face burst
Second, the material or heat treatment hardness of the tail is not suitable. If the hardness of the brazing tail is soft, it will cause deformation of the brazing tail during the impact process, resulting in uneven striking surface, linear contact, and metal falling off the edge of the impact piston; If the hardness of the brazing tail is too hard, cracks or metal falling off will occur during the impact process.
Third, the rock drill is empty for a long time. When the rock drill is empty for a long time, the rebound shock wave will cause a lot of heat generated by the impact piston and tail, accompanied by microcracks. Microcracks extend to a certain extent that will cause the metal to fall off.
The fourth is that the tail is deflected or brought in foreign matter. After the tail is deflected or a foreign object is brought in, the two contact surfaces are not parallel when the impact piston hits the brazing tail. Since the impact is not a face-to-face surface, but a line collision surface, it is easy to cause the impact piston to fall off a small piece of metal.
The measures to avoid the above phenomenon are as follows: choose the tail of the rock drill manufacturer or the regular supplier. During the operation, try to avoid long-term empty fighting, regular maintenance, to ensure that the tail is coaxial with the impact piston.
b. Corrosion
If the rock drill comes into contact with corrosive substances (gases or liquids), the exposed surface of the piston will be corroded, and the metal surface will rust or fall off. The rock drill generates high heat during high-frequency and high-speed impact, and the high heat accelerates the corrosion rate of the exposed surface of the piston.
The way to avoid corrosion on the exposed surface of the piston is to prevent water from entering the rock drill, change the water seal frequently, and do not use water with high sulfur and phosphorus content and strong acidity for slag washing.
(2) The impact piston guide area is damaged
The HC series rock drill has a front bearing area supported on the lower cylinder block buffer piston, and the rear guide area is supported on the rear cylinder block. There are two most common failure phenomena in the guide area: one is the bite of the contact surface with the buffer piston, and the other is the fracture of the front section of the impact piston.
Under the action of high-frequency shock waves, microscopic thermal cracks will occur locally in the impact piston. Fatigue fracture occurs when more concentrated stress occurs at these small hot cracks, as shown in Figure 4.
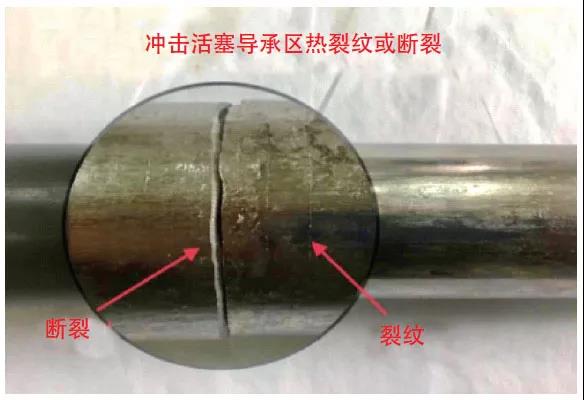
▲Figure 4 Impact piston breakage
There are 6 reasons for poor contact between the impact piston and the buffer piston: first, the foreign matter invades the front section of the impact piston, and fine particles invade the mating surface of the impact piston and the buffer piston; Second, the hydraulic oil is polluted, and the pollutants invade the mating surface of the impact piston and the buffer piston; Third, the propulsion force is too large, resulting in the failure of the buffer piston buffer cavity, and the end face of the buffer piston and the end face of the cylinder block are in contact and grinding; Fourth, the penetration bolt is damaged or the tightening force is uneven, resulting in misalignment between the impact piston and the cylinder block or buffer piston; Fifth, the end faces of each shell are uneven, resulting in poor neutrality between the impact piston and the cylinder block or buffer piston after the bolt is tightened; Sixth, there are pollutants between the buffer piston and the buffer piston sleeve, resulting in misalignment between the impact piston and the buffer piston.
In order to avoid the above phenomenon, the operator should maintain regularly and replace the hydraulic oil and hydraulic filter element regularly. During maintenance, keep the surface of each part clean and tighten the bolt torque according to the regulations. It is worth reminding that if only a single part in the coupling is seriously worn, the whole even part should be replaced.
(3) Impact piston cavitation
If cavitation occurs on the surface of the piston front and rear drive area (the area where oil alternates between high and low pressure), small pockmarks and pits, which basically do not affect the use, but will affect the service life. If cavitation occurs on the impact surface of the end of the impact piston, it will not affect the use. If cavitation rough surface occurs in the sealing area, it will lead to frequent seal replacement and serious oil leakage. Cavitation of the impact piston end face is shown in Figure 5.
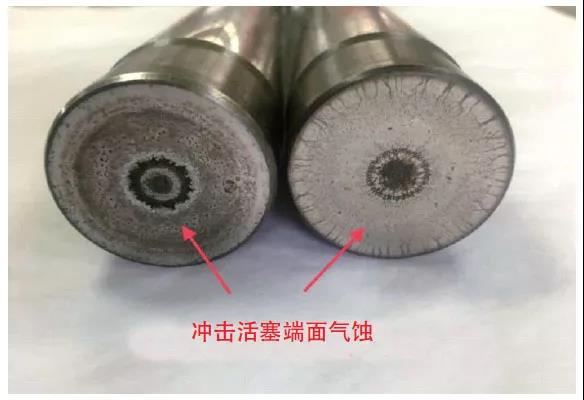
▲Figure 5 Cavitation of impact piston end face
The nitrogen pressure of the high-pressure accumulator is too high, the nitrogen pressure of the low-pressure accumulator is insufficient, and the oil pulsation caused by the accumulator damage will accelerate the impact piston cavitation. Frequent backlash of rock drills with hydraulic backstrike mechanism (models with shared oil source for backlash and buffering) will cause excessive oil pulsation in the buffer chamber, resulting in cavitation in the buffer area of the impact piston. Prolonged operation with low propulsion can also lead to cavitation in the shock piston buffer area.
the cause of brazing tail damage
There are various forms of brazing failure, and the following will be introduced according to the classification of brazing tail failure causes. The location of the brazing tail damage is shown in Figure 6.
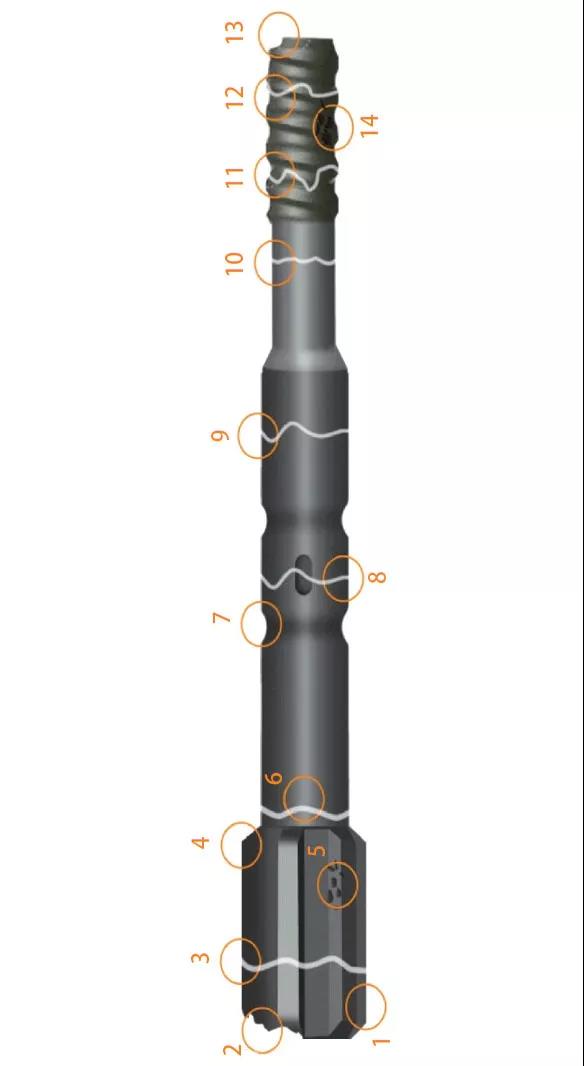
>▲Figure 6 Identification of the location of the brazing tail damage
(1) The top of the spline front and rear bosses is worn
If the propulsion force is too high, it will cause severe wear on the top of the spline rear boss (see Figure 6, position 1), as shown in Figure 7. Excessive rotation when lifting the drill pipe will result in severe wear or fracture of the top of the spline front boss (see Figure 6, position 4).
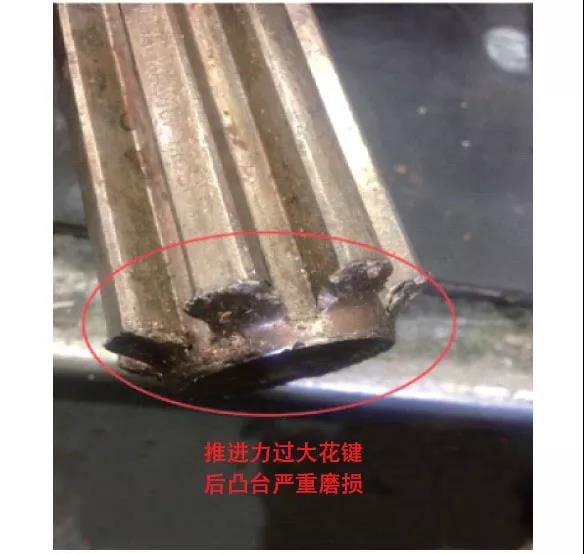
>▲Figure 7 Wear of spline rear boss top
(2) The broken edge of the end of the brazing spline bursts
The causes of brokenedges and bursting failures at the end of the brazing spline include: the brazing brake sleeve is damaged, resulting in impact deflection; damage to the impact piston; When replacing the tail, a hard object is brought in, and the local stress increases during the impact process, resulting in the broken edge and mushroom-like bursting of the end of the brazing spline (see Figure 6, position 2). The broken edge of the end of the brazing spline is shown in Figure 8.
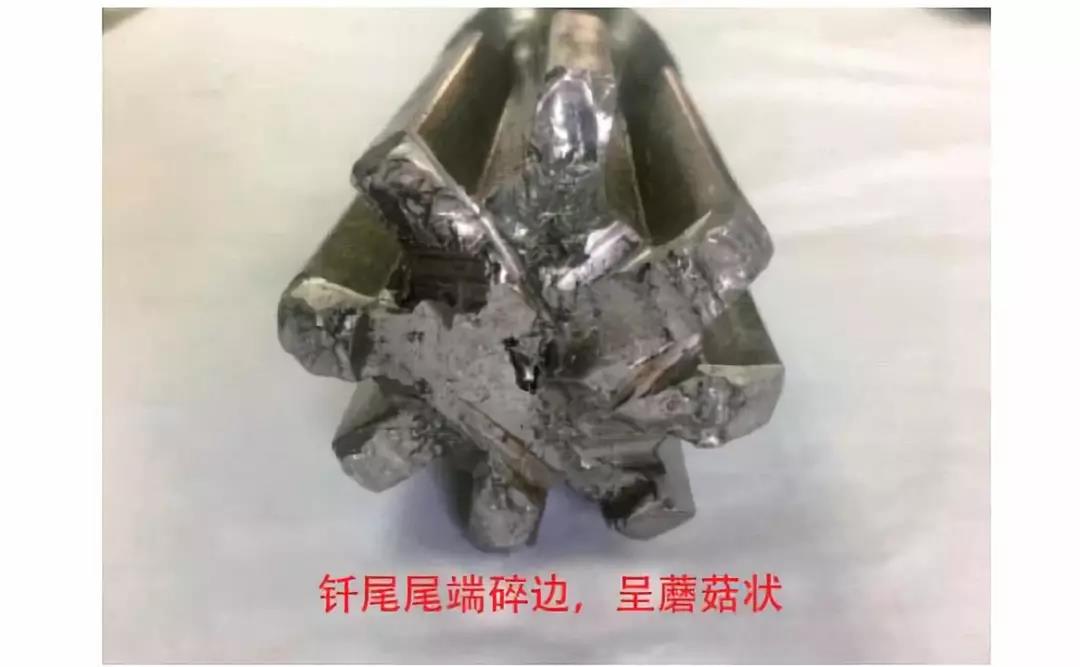
>▲Figure 8 Broken edge of the end of the brazing spline
(3) The section of the brazing spline is broken
Severe wear of the splinesleeve in the drive gear, lack of lubrication, improper adjustment of propulsion force, excessive swing torque, and excessive use of drill bits can all cause the brazing spline to break (see Figure 6, position 3).
(4) Corrosion and abrasion of the teeth of the brazing spline
Thecauses of erosion and wear of the tooth part of the brazing spline (see Figure 6, position 5) are as follows: overdue use of drill bits; The jamming causes the swing torque to passively increase; Lack of lubrication in gear chamber, tail spline, spline sleeve, tail support sleeve and other parts; The grade of brazed tail lubricating oil is incorrect; Improper adjustment of propulsion.
(5) Water leakage in the grinding groove at the water seal
The water sealing function is to prevent the leakage of slag water from the water-filled housing into the gear chamber or the outside. The outside of the water seal is in contact with the lubricating aerosol, and the lubricating aerosol has the effect of lubricating, cooling and removing dust on the water seal. The water seal is on both sides of the water injection hole of the brazing tail, and under normal circumstances, the water sealing lip is closely matched with the outer circle of the brazing tail.
The water seal ismostly polyurethane material, with heat shrinkage, if the aerosol lubrication is insufficient, the water seal will be too tightly hugged to the tail, and over time will cause grooves in the water seal part. If the diameter of the brazing tail support sleeve is out of specification when drilling the upper hole, the slag particles will fall into the outer edge of the water seal on the front side. At this time, if the lubricating aerosol pressure is insufficient to prevent dust, it will also cause grooves in the water seal (Figure 6, position 7), as shown in Figure 9.

▲Figure 9 Groove appears in the water seal
(6) Fatigue fracture at the water injection hole
Thelongitudinal and transverse holes at the water injection hole of the brazing tail are crossed, and the intersection is at a right angle, which is where the stress is relatively concentrated, and the strength of the brazing tail is weak. At the same time, this place is also a necessary place for slag water, which is prone to corrosion. During the drilling operation, the water pressure at the water injection hole of the brazing tail is alternating, which is prone to cavitation at its long hole (Figure 6, position 8), as shown in Figure 10.

>▲Figure 10 Cavitation and fracture at the water injection hole
(7) The guide support area is worn
Wear bias or lack of lubrication of the guide support sleeve will cause wear in the tail guide support area (see Figure 6, position 9).
(8) The brazed tail thread is broken
When the materialand processing (including heat treatment) are not considered, the main reasons for the breakage of the tail thread are as follows:
First, the drilling hole is deviated and the drilling tool is not centric. If the disconnection between the brazing tail, the connecting sleeve and the drill pipe causes the deformation of the drilling tool, it will lead to stress concentration, and in severe cases, it will cause the root of the brazing tail thread (see Figure 6, position 10) to break.
Second, the propulsion pressure is too high. The propulsion pressure is high, the speed of the drill bit is reduced, the danger of jamming increases, the thread bearing torque increases, and the bending stress of the brazing tool increases.
Third, the swing pressure is too high. Reasonable swing pressure can not only prevent the drill pipe from jamming, but also maintain the tightness of the connecting sleeve and the brazing tail, the connecting sleeve and the drill pipe. The swing pressure is too high and the tightening degree of the connecting sleeve is not enough, which often causes the connection sleeve to heat up and the thread surface (see Figure 6, position 11) to peel.
Fourth, the impact pressure is too large. Excessive impact pressure not only directly affects the swing speed and drilling efficiency, but also affects the brazing tail life, causing the bottom of the thread (see Figure 6, position 12) to break.
(9) The tail thread is worn unusually
Themain reasons for the abnormal wear of the brazed tail thread are as follows:
First, the propulsion pressure is too low. If the propulsion pressure is too low, the drilling efficiency will be reduced. In addition, the rebound shock wave will loosen the connecting sleeve and the brazing tail, causing greater stress, resulting in excessive wear and fatigue failure of the rod sleeve or brazed tail thread (see Figure 6, position 14), as shown in Figure 11. The lack of propulsion pressure is manifested by the heating of the drilling tool, white smoke, shaking, accompanied by the sound of metal impact.

>▲Figure 11 The brazing tail thread is worn abnormally
Second, the method of use is improper. Severely worn couplings can shorten the life of the tail if used with a new tail or if the thread is not lubricated. Excessive occlusion caused by too large thread tightening torque can cause early damage to the brazing tail, as shown in Figure 12.

▲Figure 12 Excessive bite of the brazing tail thread
(10) The end face of the brazed tail thread is broken
Damage to the end of the drill pipe continues to use, or poor contact between the end face of the brazing tail and the end face of thedrill pipe will cause the end of the tail thread (see Figure 6, position 13) to break.
(11) The end face of the brazed tail thread is seriously cavitated
If the bolt is loose and causes the brazing tail to contact and separate from the joint end face of the drill pipeinstantaneously, it will cause the slag discharge water to enter between the brazing tail and the end face of the drill pipe. At this time, if the piston hits the drill pipe with high frequency and high speed, the gas incorporated in the water will burst between the two joint end faces, resulting in cavitation of the end face.
Thesecret to extending the service life of rock drill tail can be summarized as "aerosol lubrication is very important, the operating parameters should be finely adjusted, the size of the parts should not exceed the standard, and the cleaning work should be done well". In order to avoid premature damage to the impact piston and brazing tail, it is necessary to learn to "listen, see, touch, and measure". Reasonably adjust the impact pressure and propulsion pressure during drilling operations; Fill the lubricating oil regularly, do not use the overdue drill, and replace the out-of-tolerance spline sleeve and the tail support sleeve in time; When replacing parts, ensure that the appearance is clean, prevent the introduction of foreign objects, and avoid the use of new and old parts.